 Tel/WeChat:
Tel/WeChat:  Email:
Email: 
 Home
HomeAdvantages of Thread Milling over Tapping for Aluminum Parts

 Published:May 29,2026
Published:May 29,2026 
Thread milling is not always better than tapping for aluminum parts. Tapping is faster for simple through holes and high-volume standard threads. Thread milling is better when the hole is blind, deep, close to a thin wall, anodized, or located on a high-value custom part.

The real advantage is process security: lower breakage risk, better chip control, and more stable final thread fit.
Is Thread Milling Always Better for Aluminum Parts?
No. Thread milling is better only when threading risk is high. For shallow, open, general-purpose threads, tapping is usually enough.
Aluminum is easy to cut, but grades differ. 6061 and 6063 can form sticky chips in blind holes. 7075 and 2024 are stronger and often higher-value, so one failed thread may scrap the part.
Situations When Aluminum Threads Fail
Thread failure usually starts from hole design, chip path, finishing, or assembly load.
Broken Taps in Blind Holes
A tap needs bottom clearance and chip space. If torque rises near the bottom, it may break. Leave extra depth, or use thread milling for full thread depth near the bottom.
Chip Clogging in Deep Threads
Deep aluminum holes can trap chips. Use the correct tap style, coolant, and peck strategy. For deep small holes, thread milling gives better chip control.
Poor Thread Fit After Anodizing
Anodizing can make internal threads tighter. Confirm the finish before machining, then adjust size, mask, chase, or inspect with the real screw.
Thread Damage During Assembly
Aluminum threads can strip during repeated assembly. Increase engagement, use a larger thread, form tap ductile aluminum, or add inserts.
Thread Milling vs Tapping
Comparing these two common methods are not just by cost. Companies like Tuofa CNC Machining, would like to compare these methods by total job risk or cost reduction, not only cycle time.
Best Choice by Hole Type
Cutting tapping suits simple through holes because chips can exit. Thread milling suits blind holes near the bottom, deep small holes, and features close to shoulders.
Best Choice by Part Value
For low-cost plates or brackets, tapping is practical. For 7075 fixtures, robot parts, optical mounts, or complex housings, thread milling can prevent scrap.
Best Choice by Production Quantity
For stable large batches, tapping or form tapping often reduces unit cost. For prototypes and mixed thread sizes, thread milling is more flexible.
Best Choice by Thread Accuracy Need
For normal fastening, tapping can work. For gauge-stable, anodized, smooth-feel, or tight-fit threads, thread milling can fine-tune size.
|
Selection Factor |
Better Choice |
Why It Matters |
|
Simple through hole |
Cutting tapping |
Fast and economical |
|
Blind hole near bottom |
Thread milling |
Better usable depth |
|
Deep small thread |
Thread milling |
Better chip control |
|
High-value part |
Thread milling |
Lower scrap risk |
|
Large batch |
Tapping or form tapping |
Lower cycle time |
|
Tight final fit |
Thread milling |
Easier size adjustment |
Key Advantages of Thread Milling over Tapping
For aluminum, thread milling is most useful when the grade is gummy, the wall is thin, the thread is small, or the part is high-value.
Lower Risk of Tool Breakage
Thread milling cuts gradually with a smaller tool. If it breaks, it is easier to remove than a tap locked in the thread.
Better Control in Blind Holes
Thread milling creates usable threads closer to the bottom, helping compact housings, valve blocks, and fixture plates.
Easier Chip Evacuation
Soft 6061 or 6063 can create built-up edge and sticky chips. Thread milling improves chip control through toolpath and coolant direction.
Better Thread Size Adjustment
Thread milling allows toolpath corrections, helping when anodizing thickness, thread gauge results, or screw feel must be controlled.
Safer for Thin-Wall Aluminum Parts
Thin ribs, pockets, and edges can deform under tapping torque. Thread milling lowers pressure on lightweight housings and brackets.
Best Aluminum Part Scenarios for Thread Milling
The best use cases are parts where thread failure affects sealing, assembly, alignment, or delivery.
Blind Holes Close to the Bottom
Use thread milling for electronics housings, pneumatic blocks, and custom enclosures when screw depth is limited.
Deep Small-Diameter Threads
Use thread milling for M3 or M4 threads in heat sinks, sensor brackets, drone frames, and thin plates.
High-Value Prototype Parts
Use thread milling for 7075 prototypes, robotic parts, optical fixtures, or aerospace-style brackets that are expensive to remake.
Thin-Wall Housings and Brackets
Use thread milling when the thread is close to pockets, ribs, edges, or sealing surfaces.
Precision Assembly Threads
Use thread milling when screws must align accurately, pass gauges, or keep smooth fit after finishing.
Thread Milling vs Cutting Tapping vs Form Tapping
Aluminum threading has three common choices. The method depends on chip control, ductility, pilot hole accuracy, and batch stability.
When to Choose Cutting Tapping
Choose cutting tapping for standard holes in 6061 plates, simple brackets, and shallow covers. Because it’s suitable for cost-sensitive projects, and 6061 is a common choice.
When to Choose Form Tapping
Form tapping displaces aluminum instead of cutting chips. Choose it for ductile 6061 or 6063, repeated production, and blind holes where chip-free threading helps. It needs an accurate pilot hole.
When to Choose Thread Milling
Choose thread milling for 7075 or 2024 high-value parts, deep blind holes, thin walls, non-standard threads, anodized threads, or adjustable fit.
Better Design That Affect Threading Method
A good drawing should leave room for the chosen process. These checks prevent DFM problems.
Blind Hole Depth and Bottom Clearance
If tapping is preferred, drill deeper than the full thread. For bottoming taps, 1-2 thread pitches is often the minimum extra space.
Thread Depth-to-Diameter Ratio
For general aluminum fastening, 1D to 1.5D engagement is common. Small threads deeper than 2D need review.
Wall Thickness Around the Thread
If the thread is near an edge, pocket, rib, or thin wall, tapping torque may distort the part. Thread milling may be safer.
Surface Treatment and Final Fit
If the part will be anodized, plated, coated, or assembled many times, confirm final thread fit before production.
What Buyers Should Check Before Accepting a Quote
Quote differences are not caused by threading method alone. Material price, stock size, setup, machine time, tooling, inspection, finishing, and risk allowance all affect cost.
Why Two Suppliers May Quote Different Methods
One supplier may use tapping for high quantity. Another may use thread milling because the alloy is expensive, the hole is blind, the wall is thin, or anodizing may affect fit.
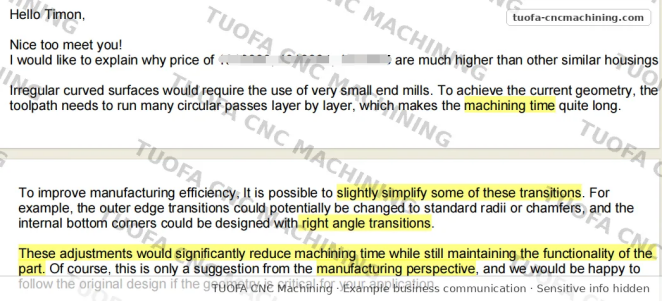
But it depends. Sometimes price is not everything. In Tuofa CNC machining, sometimes we are not the lowest price (we are not that kind of supplier), but clients still choose us. Because we are not just providing a quotation but a better solution for both sides. We are glad to grow with clients, so we provide solutions from a manufacturing perspective to cut costs. (As shown below, an image of an email dialogue segment between Fancy from the Tuofa CNC Machining team and a customer, Timon.)
What Details to Send for DFM Review
Send aluminum grade, thread size, hole type, depth, quantity, wall thickness, surface treatment, screw material, assembly load, and drawings. Tuofa CNC Machining can suggest the suitable method.
Conclusion
Thread milling is not always necessary. Tapping suits simple high-volume threads. Thread milling is better for blind, deep, thin-wall, finished, or high-value features. Form tapping suits ductile aluminum.
FAQs
Is thread milling worth the extra cost for aluminum?
Yes, for blind holes, deep threads, tight fit, thin walls, anodizing, or high scrap cost. For simple through holes, tapping is usually enough.
Can form tapping replace thread milling?
Sometimes. It works for ductile aluminum and stable batches, but needs accurate pilot holes and enough wall strength.
Should anodized aluminum threads be machined differently?
Often, yes. Anodizing can affect fit, so thread size, masking, and inspection should be confirmed before machining.
 Rocker Arm in Custom Racing Applications: Types, Materials & CNC Machining
Rocker Arm in Custom Racing Applications: Types, Materials & CNC Machining 







