 Tel/WeChat:
Tel/WeChat:  Email:
Email: 
 Home
HomeSharp Corners in CNC Machining: Guide for Understanding & Machining

 Published:Mar 21,2026
Published:Mar 21,2026 
Any component of a part is made according to a geometry. The geometry of the part can be square or triangular, etc., depending on the requirement. But in every geometry, corners are present, which play a crucial role in the performance of that part; for instance, the distribution of load becomes easier. This article comprehensively covers almost all aspects of corners with respect to CNC machining and applications in real-life demands.
What Is Sharp Corner in CNC Machining?
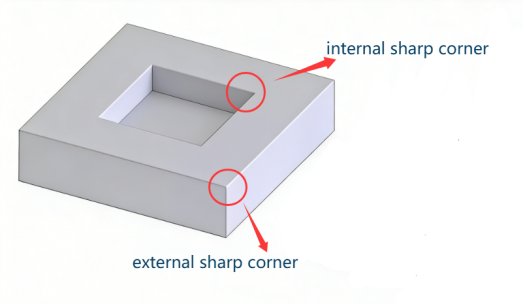
In machining, geometry, or designing, sharp corners mean a corner in the part at exactly 90° with 0 radius. It can be internal corner and external corner. In general, external corners can be easily achieved by CNC machining. However, internal corners are quite difficult to machine because of the limitation of the cutting tools.
Relationship between Sharp Corner and Corner Radius
There is a direct relation between a sharp corner and a corner radius. Only that corner will be considered as a sharp corner, which has 0 radius and is present at exactly 90° to another surface. Corner radius can be larger or smaller depending on the specified rounded radius.
Are Sharp Corners Always Necessary in CNC Part Design?
Generally, it is avoided in many situations because it is almost impossible to machine at 90° to the other surface and 0 radius. A sharp corner radius can be necessary in the case of square designs, for instance, when a square has to be fitted in another square.
Purpose of Machining Sharp Corners
The machining of sharp corners serves many purposes in daily life and special applications. Some of its major purposes are discussed below:
Assembly or Fit
Sharp corners are helpful for geometries that require tight tolerances at the interface between two surfaces. The example of such a scenario can be a square block fitting into a pocket.
Functional Features
The most important functional feature of a sharp corner is the proper seating of mating parts. Another functional feature is accurate positioning and alignment, which helps locate components precisely in jigs, molds, etc.
Aesthetic Requirements
Aesthetic requirement is mostly a secondary requirement in the parts. For instance, consumer electronics mostly use sharp-looking edges to create a premium and precise design language.
What Is the Difference between Rounded and Sharp Corners?
There are many differences between rounded and sharp corners, which mainly include geometry, level of difficulty in processing, how stress accumulates, and their typical applications.
Geometry
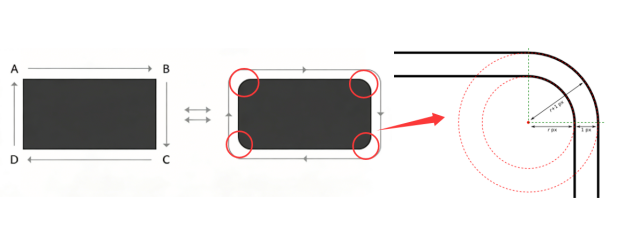
The geometry of the sharp corners includes a strict 90° angle on the interface between two surfaces and a 0 radius. While rounded corners have a specified radius that can be larger or smaller, depending on the requirement. Please check these figures; a rounded corner has a specified radius, which makes it rounded.
Processing Difficulty
There is a big difference in the process of sharp and rounded corners. Since the cutting tools used in CNC machines are mostly rounded at the end, it becomes extremely difficult to achieve zero radius at the corners. But these tools make processing of rounded corners easier.
Stress Concentration
Stress concentration exponentially rises as the corner gets sharper. In rounded corners, stress is distributed evenly, but it accumulates in the case of sharp corners, which further lead to sudden or brittle fractures.
Typical Applications
Typical applications of sharp corners:
- Electric Housings and Connectors, for instance, PCB connectors or electronic enclosures, require sharp internal corners so that components align perfectly.
- Certain metal forming dies require sharp corners for the precise geometry of the part.
- Cutting tools always require sharp edges.
Typical applications of rounded corners:
- To avoid excessive stress concentration at the edges, rounded corners are used in structural components.
- In injection moulding, rounded corners help in better material flow and reduce defects.
- Rounded corners are used for enhanced safety in the components.
- In fluid flow systems, rounded corners reduce turbulence.
What Are Types of Sharp Corners?
In engineering designs, sharp corners can be internal or external. These corners play a vital role in stress concentration, manufacturability, and safety.
Sharp Internal Corners
As the name gives a clue itself, these corners are located inside a part where two internal surfaces meet, for instance, the inside corner of a pocket.
Sharp External Corners
External sharp corners are present outside the part where two outer surfaces meet. The example can be the edge of a cube or block.
Sharp External Corners vs Internal Corners
The following table precisely covers different differences between internal and external sharp corners.
|
Aspect |
Sharp External Corners |
Sharp Internal Corners |
|---|---|---|
|
Location |
Outside edges of a part |
Inside corners of pockets, slots, or cavities |
|
Machining |
Easy to machine on most machines |
Difficult to machine; may need EDM |
|
Tool limitation |
No major limitation |
Limited by tool radius; often requires special tools |
|
Common use |
Cutting edges, outer geometry |
Tight-fit slots, keyways, and assembly fits |
CNC Milling for Sharp Corners
In practical machining, it is almost impossible to achieve a 0 radius in a corner because tools are rounded to some extent.However, CNC milling is the common and ideal method for machining sharp external corners.
CNC Milling Effective for Sharp External Corners
CNC auto milling can make the processing of external sharp corners easier because of the variety of tools availability, consistent precision, and good surface finish. In this process, the workpiece remains stationary while the cutting tools operate to achieve the desired shape.
Tool Accessibility
The cutting tools of milling machine can easily follow the contour of the workpiece and remove material along the edge. The reason is that unlike internal corners, external sharp corners are fully exposed.
Consistent Precision
The tool path and cutting parameters of CNC mill machine are set to ensure the cutters follow the exact contour every time accurately. So the precision can be consistent.
Surface Finish
Because the external sharp corner is fully exposed, the cutting tools can operate stably and reduce vibration. In addtion, the tools can follow a consistent path, these can provide smoother surface.
Challenges of CNC Milling Sharp Internal Corners
Internal corners are difficult to machine because of the following challenges during CNC machining:
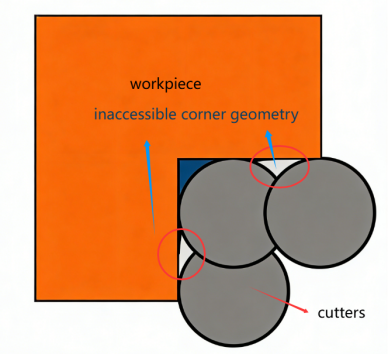
Tool Geometry Limitation
Mostly, cutting tools have a finite radius at the edges, which results in poor tool accessibility and rounded internal corners.
Tool vibration
During the machining of internal sharp corners, often tools with longer end mills are used to access the area. So, during machining, tools deflect. When deflection meets cutting forces, tool vibration is generated.
Chip Evacuation
The space is very limited when tools approach deep pockets or slots. Due to such confined spaces, chips do not flow out freely, so the chip evacuation becomes very difficult.
How Sharp Internal Corners Affect Parts?
Sharp internal corners have a great impact on the performance of the parts. They affect the performance due to stress concentration, difficulty in achieving dimensional accuracy, and surface quality issues.
Possible Fracture
Sharp internal corners are stress-concentrated points in the geometry or design of a part. When the load is applied, it does not distribute uniformly in the part but starts accumulating at sharp corners. This happens especially in the case of cyclic loading. This non-uniform load distribution causes a premature crack. Once the crack is initiated, it quickly propagates and results in a sudden fracture. In brittle materials, sharp corners are always avoided.
Dimensional Accuracy of Parts
Even in CNC machining, tools are not very sharp. These tools have a finite radius, which results in corners that have a certain radius. It results in issues when it is related to fitting in with the other parts.
Surface Quality Issue
The surface quality of sharp internal corners is also poor because cutting tools do not remove material efficiently from the surface. A poor surface in any part is a cause of fatigue failures.
Alternative Manufacturing Processes for Sharp Internal Corners
Sometimes, a design requires a perfectly sharp internal corner. In such cases, just CNC machines are not enough. Engineers use EDM or broaching. This move increases machining costs but results in better sharp internal corners.
EDM for Machining Sharp Internal Corner
Electrical Discharge Machining (EDM) is different from the traditional milling method. In this method, an electric spark is used instead of cutting tools.
Process:
- Place the workpiece and electrodes in a dielectric fluid and connect them to a pulsed electrical power supply.
- Bring the electrode near the workpiece. A spark will occur between them, which results in localized melting and vaporization of the material.
So, here, no physical cutting edge is required. The material is removed without mechanical contact. EDM is considered an ideal tool for machining internal sharp corners because no cutting forces are required. Secondly, the dimensional accuracy is very high.
Sharp Corner: CNC Milling vs EDM
EDM is better than CNC milling operations for internal sharp corners because of the reasons mentioned in the following table:
|
Feature |
CNC Milling |
EDM (Electrical Discharge Machining) |
|---|---|---|
|
Corner Accuracy |
Difficult to achieve perfectly sharp corners due to tool radius |
Can achieve perfectly sharp internal corners (no tool radius limitation) |
|
Surface Quality |
Sharp corners may leave burrs; requires secondary finishing |
Smooth corners; excellent surface finish |
|
Risk of Fracture |
Higher risk in brittle materials due to tool stress |
Minimal risk; non-contact process reduces mechanical stress |
Manual Cutting for Sharp Internal Corner
Manual cutting for sharp internal corners means hand-tooling operations. It is performed using files, hand chisels, and specialized hand tools like scrapers to remove material from the corners. These tools provide flexibility for difficult-to-machine parts. Additionally, a lower setup cost is required for small jobs.
- Its main limitation is that it requires a skilled operator.
How to Avoid Sharp Corners?
Since sharp internal corners are not easy to machine and act as stress-concentrated points, that's why these sharp corners should be avoided. These sharp corners can be avoided:
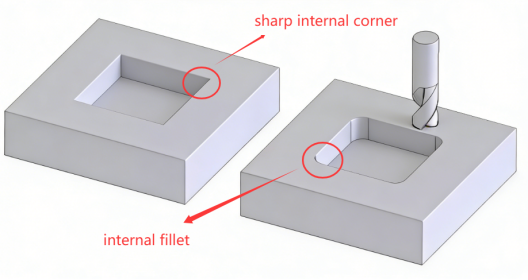
Add Internal Fillets
Adding internal fillets in the design, it matches the natural radius of the cutting tool, allowing the tool to machine the corner smoothly. It also reduces stress-concentrated points. Surface quality will also be approved.
Dogbone Fillets & T-Bone Fillets
If the machined part needs to be assembled with a component featuring sharp external corners, dogbone fillets and T-bone fillets are the core solution.
T-Bone Fillets
A T-bone fillet adds a small circular relief that extends outward from the internal corner in a T-shape. This extra relief space allows the round cutting tools to pass beyond the corner without leaving unwanted material.
Dogbone Fillets
It adds a small circular relief at the corner that extends diagonally outward from the internal corner.
Tuofa's Reliable Corner Machining
TUOFA online 5 Axis CNC machining service can perfectly machine corners, standard round corners, fillets, and even some special or complicated corners, beveled chamfer, curved corner.

Consider Properties of Machining Materials
The properties of a material, such as hardness, toughness, work hardening phenomena, etc., significantly affect the corner machining. Let's discuss the effect of each property:
Hardness
The materials, such as high-carbon steel, have high hardness. High hardness results in poor machining because higher cutting forces are required. Tool deflection is a common challenge during corner machining of hard metals.
Toughness
Toughness means total absorption of energy before fracture. It means that materials with high toughness are difficult to machine because the cutting force is higher. Therefore, it is better to reduce feed rate when machining corners.
Work Hardening
It is a common issue in which metals become harder due to dislocations pile-up. Due to work hardening, higher cutting forces are required, which makes machining difficult. Avoid rubbing and reduce feed rate can prevent work hardening effectively when machining corners.
Thermal Conductivity
During machining corners, the temperature of metals rises. The materials with poor thermal conductivity, like Ti, offer very poor machining because heat does not dissipate but remains accumulating and results in the tool damage.
Choose Right Machining Tools
Machining tools are the main players when it comes to the machining of sharp corners. The tools with larger diameters at the end mills result in rounded corners and vice versa. So, tools must be selected wisely.
Adjust Cutting Parameters
To get better efficiency while machining the corners, the following parameters should be adjusted accordingly:
- Feed rate
For the materials with poor machineability, such as Ti, the feed rate should be lower, which prevents tool damage.
- Depth of cut
For highly machinable materials, like Al, a higher depth of cut should be adjusted, which helps in a higher material removal rate.
- Spindle speed
Since harder materials produce larger amounts of heat during machining, that's why it is advised to choose a lower spindle speed.
Conclusion
Sharp corners includes internal sharp corner and external sharp corner. However, in practical machining, sharp internal corners are almost impossible to machine because of a 90° angle with the other surface and 0 radius, because all the tools have a finite value of radius. Due to difficult machining, sharp corners are avoided using fillets. Adding fillets in the designs reduces stress concentration, so it increases the part's service life.
FAQ
What is the minimum corner radius in CNC machining?
It depends on the cutting tool being used. For instance, if a cutting has a 6mm radius at the end mill, the radius of the sharp corner will be 3mm.
How to machine internal sharp corners?
Internal sharp corners can be machined using:
- Tools with small diameter end mills
- Electrical Discharge Machining (EDM)
- Broaching
- Wire EDM
How to avoid chattering in milling?
It can be reduced by:
- Increasing tool rigidity
- Adjusting spindle speed
- Optimizing the feed rate
- Reducing the depth of cut
- Using sharp cutting tools
 Milling M/C: Capabilities, Pros & Cons, and Selection Guide
Milling M/C: Capabilities, Pros & Cons, and Selection Guide 







