 Tel/WeChat:
Tel/WeChat:  Email:
Email: 
 Home
Home4 Axis Machining: Customize Your Precision Parts

 Published:Jun 16,2026
Published:Jun 16,2026 
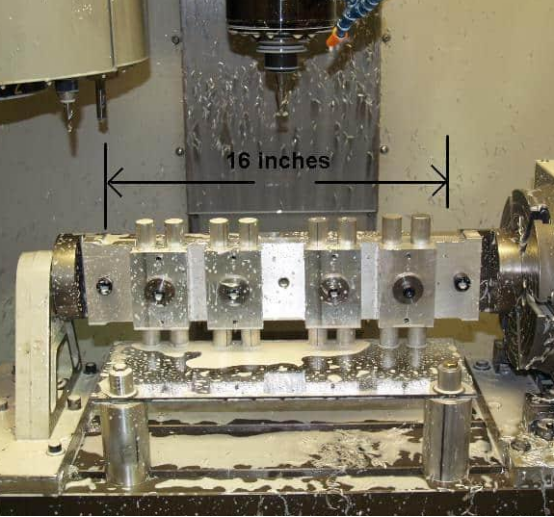
Reclamping and repositioning parts for multiple setups can be very frustrating for machinists. It can also lead to unwanted alignment errors and increased cycle time. So, there was an urge for a rotational movement that could reposition parts without reclamping. 4 axis machining is an advanced solution to this problem. It saves plenty of effort while tremendously increasing productivity. Let's discuss this topic in detail.
What Is 4 Axis Machining?
4 axis machining is an advanced CNC machining type. It has an extra rotary axis that revolves around the X axis. 4 axis machine allows tools to move freely in 3D space while revolving along the A axis. This gives access from multiple sides. As 4 axis machining does not require frequent manual repositioning, it minimizes alignment errors. So, curved surfaces, angled features, grooves, and slots can be easily made in a single setup. 4 axis machining is also ideal for axis-symmetrical geometries.
How Many Axes in CNC Machine?
The most common type of CNC machine has only 3 axes. However advanced, CNC machines have more axes. As examples, 4-axis machines 4 axes. In prevision guides, we have introduced the differences between 3 axis and 5axis machining. Here let we compare them with 4-axis machining.
|
Feature |
3-Axis |
4-Axis |
5-Axis |
|---|---|---|---|
|
Axes |
X, Y and Z |
X, Y,Z and A |
X, Y, Z A and B |
|
Complexity |
Simple |
Moderate |
Complex |
|
Setups required |
Multiple |
Fewer |
Even lesser |
|
Accuracy |
Good |
Better |
Best |
|
Productivity |
Standard |
High |
Very high |
|
Programming |
Easy |
Moderate |
Advanced |
|
Cost |
Low |
Medium |
High |
|
Applications |
Flat and prismatic parts |
Multi-sided and axis symmetrical |
Complex geometries |
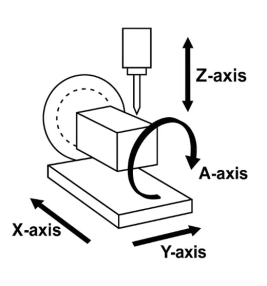
Difference between Linear Axes and Rotary Axes
Linear axes position the tool or workpiece in a 3D space by moving along lines parallel to X, Y, or Z axes. On the other hand, rotary axes are used for rotation. As an example, the A axis revolves around the X axis. The table below summarises these axes.
|
Axis |
Type |
Movement |
|---|---|---|
|
X-Axis |
Linear |
Left to Right |
|
Y-Axis |
Linear |
Front to Back |
|
Z-Axis |
Linear |
Up and Down |
|
A-Axis |
Rotary |
Rotation around X-axis |
|
B-Axis |
Rotary |
Rotation around Y-axis |
|
C-Axis |
Rotary |
Rotation around Z-axis |
What Are Types of 4 Axis CNC Machines by Structure?
4 Axis CNC Machines come in a few types. Their categorization is based on their structure and orientation. Each type has its own usefulness. CNC manufacturers select the machine types based on their budget, floor space and design complexity.
Vertical 4-Axis CNC Mills
Vertical 4 axis CNC machines are the most widely used types. They are compact and less expensive. Their distinguishing feature is their vertical spindle and a rotary table. These 4 axis machines are best for the 4 axis machining of brackets, housings, fixtures, and some medical components.

Horizontal 4 Axis CNC Mill
Analogous to vertical 4 axis CNC machines, the horizontal type has a horizontal spindle and a rotary table. Due to their orientation, horizontal 4 axis CNC machines can accommodate larger workpieces. Chips naturally fall away from the machining areas due to gravity. These machines are considered more productive than vertical 4 axis machines. However, they are capital-intensive and require large floor space.
4 Axis CNC Lathe
4 axis lathes combine both turning and milling operations in a single machine. The additional fourth axis supports the machining of axis-symmetrical components like shafts, fittings, valves, and connectors. A lot of production time can be saved in this 4 axis machining technique due to the minimization of setups. A single setup accommodates a number of operations.
Types of 4 Axis Machines by Programming
4 axis machines can also be categorized by the programming type.
Indexed 4-Axis Machines
Indexed 4 axis machines are also called 3+1 machines. The coordinates along the X, Y, and Z axes position the tool according to the toolpath. The 4th axis rotates to position the workpiece.
However, this rotation does not occur simultaneously with the cutting operation. Indexed 4-axis machines cannot accommodate parts as complex as those on continuous 4-axis machines. But they are mainly preferred for their low cost and simpler programming. The 4th axis still provides a lot of convenience. Instead of interrupting operations entirely for reclamping and adjustment, the 4th axis does it conveniently.
Continuous 4-Axis Machines
Continuous 4 axis machines offer a high level of machining capability. The rotary table enables a continuous rotation in synchronization with the cutting tool. As a result, complex features like helical grooves, cams, turbine components, and cylindrical surfaces can be machined easily. But continuous 4 axis machining requires a high level of programming complexity. It is also more costly than the indexed 4 axis machines.
Hybrid Programming 4 Axis Machines
Hybrid programming 4 axis machines combine the benefits of indexed machines with continuous machines. For straightforward designs, an indexed option with simpler programming can be used. For omplex surfaces, the computationally expensive continuous option can be used. Hybrid programming 4 axis machines balance productivity, programming complexity, and machining capability. It thus optimizes cycle time.
Why Use 4 Axis Machining?
4 axis machining brings a host of advantages. For clients, it gives high accuracy, high precision, and short lead time. For manufacturers, it decreases scrap, labor costs, and work hours. So, it provides a win-win solution for both of them.
Reduce Setup Time
4 axis machining shortens cycle time by a significant margin. Instead of manually reclamping the workpiece to access different faces, 4 axis machines can rotate the workpiece automatically, allowing multiple faces to be machined without removing the part. This single setup approach saves a lot of time.
Able to Machine Complex Features
4 axis machining gives access to different faces in a single setup. As per CAD, different angles can be adjusted automatically. As a result, complex features can be machined. 4 axis machining is ideal for machining axis-symmetric shapes. The most common examples of 4 axis machining include shafts, impellers, cams, medical devices, and aerospace components.

Improve Accuracy
Since 4 axis machining does many tasks automatically, errors associated with manual positioning are minimized. The final shape can be expected to be very close to the CAD. The dimensional accuracy of 4 axis machined components is thus far more than 3 axis machined components.
Increase Productivity
4 axis machining boost up productivity. It shortens cycle time, minimizes errors, and maximizes machine utilization. So, output increases, labor costs decrease, and turnaround times become quicker.
How 4 Axis Machining Works
The basic working of a 4 axis CNC machine is not very different from other CNC machines. It creates the product according to the CAD. Everything is automatic. Toolpaths are created by the CAM software. The little difference is the presence of a rotary table that provides a fourth axis. But this little difference give a big boost in productivity.
CNC Controls Rotary Table
A CNC-controlled rotary table is the key feature of a 4 axis machine. This rotary table moves the workpiece to its designated angular position. This allows machining of multiple faces as well as cylindrical features in a single setup.
Tool Moves and Coordinates
In 4 axis machining, the tool follows the toolpaths created by the CAM software. It is a well-coordinated movement. The tool can position itself in the X, Y, and Z coordinate space. The rotary table moves in synchronization with the tool. That's how even complex features can be accurately machined in a short time.
Typical Machining Workflow
Generally, the 4 axis machining follows the below mentioned step by step order:
- Part design
- CAM programming
- Workpiece Setup
- Machine calibration
- Automatic rotary positioning
- Continuous machining
- Finishing
- Inspection
Tooling Requirements for 4 Axis Machining
4 axis machining has tooling requirements as selective as the process itself. Due to the unique performance capabilities, 4 axis machining needs rigid, hard, and extended tools. Some operations even need selective tool geometries.
Tool Length
Generally, 4 axis machining entails complex features and machining around the circumference. This invokes demand for longer tool reach. As a matter of fact, the shortest tool that can machine should be preferred. Longer than necessary tools often create problems like deflection, chatter, and vibration. So, machinists select rigid and sturdy tools when longer tools are needed.
Tool Types and Geometries
Different tool type options are available for 4 axis machining. Each tool serves a specific function.
As an example, ball-nose tools are used for curved surfaces and smooth contours. Another example is that of curved radius tools that are used for complex profiles. Other common tool types include: flat end mills, ball nose end mills, corner radius end mills, drills, and thread mills.
One thing should be kept in mind: only the right tool will give the desired results. Critical parameters like cutting efficiency, surface finish, chip evacuation, and tool life are dependent on it.
Tool Materials
Tool materials play a very important role in 4 axis machining performance. As discussed above, 4 axis machining involves extended tool reach, interrupted cuts, and varying cutting directions. The key goal remains for the tools to be rigid and sharp. Solid carbide is found to be a popular tool material for 4 axis machining. It performs way better than the HSS tools. Other options include PCD, ceramic, and cermet.
4 Axis Machining vs Other Multi-Axis Machining
Although 4 axis machining is a very productive process, a comparison with other CNC machine types is often helpful. Each machine type has its key strengths.
- 3-axis machines are easier to program and lower in cost.
- 4-5-axis machines are very expensive.
But they can create virtually any type of complex part in a single setup. Comparatively, 4 axis machines come in between in terms of strengths. The tables below compare these machines clearly.
Core Differences:4 Axis vs 3 Axis Machining
|
Feature |
3- Axis Machining |
4 -Axis Machining |
|---|---|---|
|
Axes |
X, Y, Z |
X, Y, Z + A |
|
Workpiece Movement |
Fixed |
Rotates around A axis |
|
Setup Count |
Multiple setups |
fewer setups |
|
Setup time |
Higher |
Lower |
|
Design complexity |
relatively simpler |
Can handle complex designss |
|
Multic-face Machining |
Manual repositioning |
One setup |
|
Curved Features |
Limited |
Excellent |
|
Accuracy |
Good |
Higher |
|
Productivity |
Moderate |
Higher |
|
Cycle Time |
Longer |
Shorter |
|
Programming |
Simpler |
advanced |
|
capital cost |
Lower |
Higher |
|
Production Volume |
Medium |
high |
|
Benefit |
Lower investment cost |
Greater efficiency |
Key Differences: 4 Axis Compared vs 5 Axis Machining
|
Feature |
4 -Axis Machining |
5- Axis Machining |
|---|---|---|
|
Axes |
X, Y, Z + A |
X, Y, Z + A, B |
|
Access |
Multiple sides of a part |
all sides in one setup |
|
Complexity |
Moderate to complex parts |
Highly complex geometries |
|
Setups |
Few |
usually a single setup |
|
Accuracy |
High |
very high |
|
Tool Access |
Improved access |
Maximum access from multiple angles |
|
Surface finish |
Good |
Excellent |
|
Programming |
Moderate complexity |
very advanced |
|
Machine Cost |
High |
Very high |
|
Operating Cost |
Lower |
Higher |
|
Productivity |
Excellent for rotational parts |
excellent for complex freeform parts |
|
Skill level |
Intermediate |
Advanced |
Part Design Guidelines for 4 Axis Machining
Following the design guidelines early on helps to evade difficulties later on. A well-thought-out design not only considers functionality, but also manufacturability. The design feature must align with the 4 axis machining capabilities.
Suitable Geometries
4 axis machining is best for producing rotational parts. 4 axis machining gives access from multiple sides. So, features distributed along the circumference of a part are easier to make in this process. If machining is required on multiple sides, 4 axis machines can do that in a single setup.
Unsuitable Geometries
4 axis machining is capable of creating complex shapes in a single setup. Still, there are some geometries that are very difficult to produce. Some of the examples are given below:
- Deep undercuts that are inaccessible from standard directions
- Complex freeform surfaces
- Features hidden behind the part structure
- Multi-angle holes
- Simultaneous machining from multiple orientations
The above-mentioned scenarios might need a 5-axis machine. Otherwise, very careful control and multiple setups might be needed in 4 axis machining.
Design Tips for Multi-Face Machining
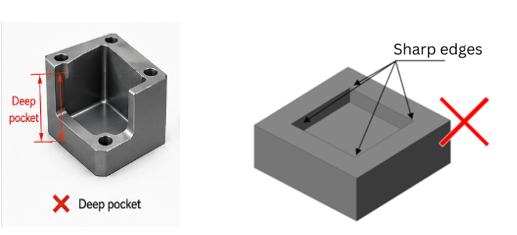
An efficient part design increases productivity while reducing costs. In this regard, some of the tips mentioned below might help:
- Avoid unnecessary deep pockets
- Avoid sharp internal radius
- Group features that are on the same side
- Distribute features around the rotational axis
- Leave clearance for tool movement
- Leave sufficient material for clamping
Limitations of 4 Axis Machining
Overall, 4 axis machining is a fantastic process that accommodates a variety of design types. But certain limitations limit the usage of 4-axis machines. Understanding these shortcomings helps in making informed decisions.
Geometry Limitations
Certain geometries create significant problems in 4 axis machining. Examples include deep undercuts, hidden cavities, reverse angles, and freeform surfaces. These features might need a 5-axis machine.
Tool Path Constraints
Some features require extended reach tools. Theoretically, these can be fine. But practically, long tools are prone to deflection and vibration. Hard-to-reach areas are often difficult to give tool access to. Toolpath programming is a bit more complex than 3-axis machining.
Workpiece Size Limitations
At times, the workpiece size is limited due to the capacity of the rotary table. This is especially true for a vertical-axis machine. A bit of relief is gained in horizontal machines. But their high capital cost might inhibit their usage in some cases.
Require Well-Trained Operators
Extra functions in a 4 axis machines require extra skills. Only well-trained operators can ensure that everything runs smoothly. Then comes the programming challenge. Compared to 3-axis machines, the advanced programming in 4 axis machining needs more skills. Availability of well-trained operators might become a constraint.
Conclusion
4-axis machining is more efficient than repeated 3-axis setups and more cost-effective than unnecessary 5-axis machining for parts that need multi-face or rotary features. It has a synchronized rotational movement alongside the translational movement. This helps to create parts in a single setup that would otherwise need multiple setups. It thus shortens cycle time, reduces errors, and increases productivity.
At Tuofa, we believe the best solution is not always the most advanced one. By combining 3-axis, 4-axis, and 5-axis CNC machining capabilities, we help customers achieve the right balance between precision, efficiency, and cost.
FAQ
Do 6 axis CNC machines exist?
They exist, but they are very rare. They are used for highly complex tasks.
What is 4 axis cnc machine?
It is computer numeric controlled machine that allows the tool to move along 3 axes. A rotary table rotates the workpiece around the 4thaxis.
Is 5-axis CNC machining faster?
Yes, it is faster than 4 axis machine. But, toolpath generation for the first piece might need some extra time.
 Flow Restrictor Guide: Functions, Applications & CNC Machining
Flow Restrictor Guide: Functions, Applications & CNC Machining 







