 Tel/WeChat:
Tel/WeChat:  Email:
Email: 
 Home
HomeLathe Tooling Guide: Things You Need to Know about Toolings

 Published:Jun 24,2025
Published:Jun 24,2025 
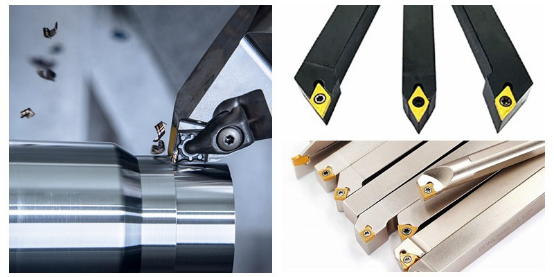
Tooling for lathe is a vast topic having many perspectives. A proper tooling system gives efficiency in production, high throughput, better surface finish quality, low setup times and cost effectiveness. The choice of tooling depends on various factors like the material which is being machined, the machining operation, feed direction, the shape being machined, and machine's capabilities. Let's take a deeper look.
What Is Tooling for A Lathe?
Tooling for a lathe is a subtractive manufacturing technique in which material is removed gradually to give the desired shape. It includes various operations like cutting, facing, turning, drilling, boring and knurling. The lathe machine can be manual or CNC (computer numeric controlled). A CNC lathe would need designing on a CAD software and toolpaths generation on a CAM software (Computer Aided Manufacturing). In both cases the tool selection is paramount to achieve production efficiency. Types of lathe tools varies a lot. Selection of lathe cutting tools depends on various factors like workpiece material, feeds and speeds, feed direction, lathe operations etc.
How to Classify The Types of Lathe Tools?
- Category 1:Lathe Tooling Based on Material: (e.g., High-Speed Steel (HSS), Carbide, Ceramics, CBN, PCD)
- Category 2:Lathe Tooling Based on Operations: (e.g., Turning tools, Facing tools, Boring tools, Parting tools, Threading tools, Grooving tools, Knurling tools, Drilling tools etc.)
- Category 3:Lathe Tooling Based on Feed Direction: (e.g. Left-hand tools, Right-hand tools, Neutral tools)
- Category 4:Lathe Tooling Based on Structure: (e.g. Solid tools, Brazed tools, Insert tools, Modular tools etc.)
The below video link is useful as a basic guideline for classifications of cutting tools:
Benefits of Choosing Proper Tooling
A proper selection of tooling can be helpful in reaping the following benefits:
- Reduced scrap generation due to less parts being wasted
- Saving in labor cost dueto less frequent needs to adjustment in settings
- High precision due to less dimensional errors and tighter tolerances.
- Less tool wear due to a good match between properties of tool and the workpiece.
Type 1-Lathe Tooling by Materials and Their Features
Lathe cutting tools are made up of different materials. Each material offers a few advantages and limitations. The choice of lathe cutting tools is dependent on factors like workpiece material, cost of tool, speed requirements and tolerances. In some jobs, quality weighs above the cost and hence expensive tools can be employed and vice versa. So, the lathe tools cutting process can be optimized while weighing the cost vs quality comparison in selecting the proper cutting tool materials. The below table compares the common materials for cutting tools.
|
Tool Material |
Hardness (HRC) |
Cutting Speed |
Sutiable workpiece materials |
Limitations |
|
HSS |
62 |
< 60 m/min |
Mild steel, general use |
Low heat resistance |
|
Carbide |
90 |
150 -400 m/min |
Alloy steels, cast iron |
Brittle, costly |
|
Ceramic |
93 |
500- 1000 m/min |
Hardened steel, Inconel |
Fragile in shock cuts |
|
CBN |
98 |
300 - 800 m/min |
Hardened tool steel |
Expensive, not for soft metals |
|
PCD |
100 |
1000 - 3000 m/min |
Aluminum, composites |
Cannot cut steel, fragile |
High-Speed Steel (HSS)
Traditionally, HSS has been the most common material for tooling for lathe because of its low cost, ease of use, ability of being grinded and reshaped. However, due to its low heat resistance and loss in sharpness over time, it might not be suitable for high speed and high precision applications like CNC machining.
Carbide Inserts
Carbide inserts are ideal for moderate hardness workpiece materials like 4140 alloys. It can easily achieve a cutting speed of 200 m/m for alloys having hardness of around 30-35 HRC. These cutting tools offer the flexibility to replace with new ones whenever a need arises. Their heat resistance is good but the only drawback is that carbide inserts are more expensive than HSS. These are brittle too.
Super-Hard Options: CBN, PCD, Ceramic
The advent of advanced materials like Inconel, Titanium or Haste alloys in CNC machining brought the need to employ advance tooling materials for cutting. Cubic Boron Nitride (CBN), Poly Crystalline Diamond (PCD) and ceramic tools are few examples. Although these hard materials are expensive, but they offer exceptional cutting speeds in the range of 800-1000 m/min even at high temperatures, while giving an excellent surface finish and tight tolerances.
Type 2-Lathe Tooling Based on Operations
Apart from the materials of the cutting tools, lathe operations are also an important criterion while selecting the tool. Each operation demands a set of design features that optimizes the task. Rake angles, nose radius, feeds and speeds and shape of the tool are changed to facilitate different lathe operations. The below table highlights the key features of cutting tools in different lathe operations:
|
Operation |
Key Features |
Speed (m/min) |
Tool Specs |
|
Turning |
Chip breakers, deep cuts |
80- 200 |
2 - 6 mm depth, 0.3- 0.6 mm/rev, negative rake |
|
Facing |
Small nose radius, fine feed |
120 - 250 |
0.4 - 0.8 mm nose, <0.2 mm/rev feed |
|
Threading |
V-profile, precise pitch control |
30 - 120 |
60° inserts, spring pass, synced feed |
|
Grooving / Parting |
Thin blade, deflection risk |
60 - 120 |
1.5 - 3 mm width, coolant under insert |
|
Forming |
Custom profile, shallow cut |
40 - 100 |
Low feed, avoid chatter, fixed shapes |
Turning & Roughing Tools

Turning and roughing operations require deeper cuts of 2-6mm for a faster material removal. Chips often tend to tangle with the tool. So, chip breakers are often used, They also help to minimize heating on the turning tools are the workpiece.
Finishing & Facing Tools

In finishing and facing operations the main focus is on the quality of surface finish and not on the material removal rate (MRR). Hence, a large nose radius of 0.4 - 0.8 is often used. Although, MRR remains slow but It reduces burr on the surface and gives a surface finish.
Threading Solutions
For smaller quantity of parts, a single point threading tool is sufficient. But for a mass production lay-down inserts having a pre-formed profile are desirable.
Grooving and Parting Blades
The grooving and parting blades are often very thin and prone to deflection. In this scenario, carbide inserts prove to be better than metallic tools. An abundant flow of coolant is necessary to wave of heat from the tool and the chip zone.
Forming, Radius, and Taper Tools
These operations can also be done with normal cutting tools. But special custom ground tools having a specific profile help in reducing time and improving accuracy.
Holding Systems and Tool Post Essentials
Holding systems for cutting tools vary from machine to machine. The choice depends on the tolerance requirement, dimensional accuracy and surface finish quality. Modern CNC machines use high rigidity turret blocks while older lathe machines use quick change setups. So, downtime and need for frequent tool changing also becomes a factor.
Quick-Change Posts vs. Turret Blocks
As the name suggests, quick change posts are really effective in saving setup times. These are commonly found in manual lathe machines. While, turret blocks are a standard for modern CNC machines. They offer better rigidity, minor chatter and more flexibility for multi axis machining.
Clamp vs. Screw-Lock Insert Holders
Clamp holders give a better rigidity as compared to screw lock insert holders. Clamp style holders can thus handle a far greater torque in the range of 20-30 Nm. While the screw lock holders can handle only 6 -10Nm, But screw lock holders offer a low setup time comparatively.
Starter Tooling Kits
Machinists should keep the following tools with lathe as part of starter tooling kits:
- Quick-Change Tool Post Kit-$100-$250
- Indexable Turning Tool Set-$80-$150
- Boring Bar Set-$50-$120
Type 3-Lathe Tooling Based on Feed Direction
Apart from tooling materials and tooling operations, feed direction is also an important criterion in selecting the feed direction. In this category of tooling parameters, tool shape changes based on lathe cutting tool angles, cutting edge direction and incorporation of special features like V- grooves, chamfers, etc.
Rake, Relief, and Clearance Angles
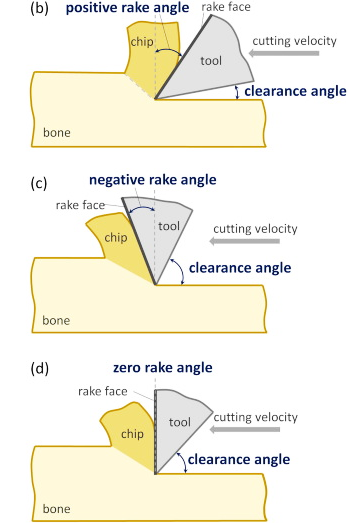
Rake angle can be positive, negative or neutral based on the feed direction and space constraints (as shown in the picture). Positive rake angles are most commonly used. A negative rake angle would make the cutting edge weak, but it might be desirable under certain conditions.
Clearance angle and relief angle have very much in common and both terms are sometimes used interchangeably. Relief angle decides how much the tool surface it above the freshly machined workpiece surface. It prevents unnecessary wear of the tool and damage to the workpiece surface.
Right-Hand vs. Left-Hand vs. Neutral Tools
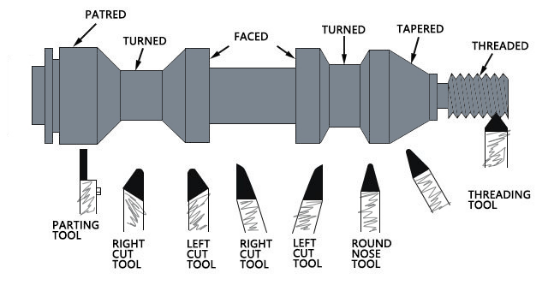
The most common type of tool in CNC machining is right hand tool. It cuts towards the chuck. However, when space is limited on the right side, a left-hand tool might be used. A neutral tool is used when spindle direction needs to be changed frequently. It is not ideal for heavy turning, but it can be effectively used in facing operations.
Round-Nose and Specialty Profiles
Specialty profile like V-groove, chamfer, undercut, and radius tools are used for special operations. These tools are custom grounds. They help in reducing the overall machining time.
Type 4-Lathe Tooling Based on Structure
Although, lathe tooling based on structure is a less important factor for tooling characterization. But still, it affects cost, rigidity, maintenance, and insert replacement. So, an understanding of this factor is also important for machinists. Let's have a brief look on it:
Single Body tools
Single body tools are very common in manual lathe machines. They provide excellent rigidity, low cost and the ease of regrinding for sharpening. For, low-cost materials like HSS or tool steel, single body can be a good option. But for expensive materials like carbide or ceramic, a tool made entirely of a single material might not be a feasible option.
Welded Tools
Welded tools can be a better option for reducing tool cost. For example, carbide tip brazed onto a steel shank is less expensive than a solid carbide tool. The only problem is that these tools are weak on the joint.
Clamped Tools
Clamped tool is a standard tooling option for CNC machines. Tools made up of advanced materials like CBN or PCD can be clamped onto a reusable tool holder. The indexable inserts are easy to replace. However, the initial cost might be a bit higher but operational costs gets lowered down.
How to Select The Right Lathe Tooling?
Selection of the right lathe tooling is critical in achieving a good efficiency, higher productivity, lower scrap generation, superior surface finish and uninterrupted machining. This selection depends on factors like machine capabilities, machining operations, properties of the workpiece and cost vs quality comparison.
Tools Coatings for Various Machining Materials
The below table gives a comparison of various tool coatings:
|
Coating |
Use |
Benefits |
|
TiN |
Mild steels |
Low friction |
|
TiCN |
Cast iron, alloy steels |
Abrasion resistant |
|
AlTiN |
Stainless, Inconel |
Heat reistanant and oxidation proof |
|
AlCrN |
Titanium, nickel alloys |
Good for dry cutting |
|
DLC |
Aluminum, plastics |
Ultra low friction |
|
PVD |
Light cuts, soft materials |
Sharp edge ensures low buildup |
- TiN and TiCN:
Titanium Nitride (TIN) and Titanium CarboNitride (TiCN) are ideal for machining general steel.
- AlTiN and AlCrN:
AlTiN and AlCrN are best for machining high-temp alloys, like stainless and Inconel. They have a high resistance to heat and oxidation. AlCrN can be used without coolant and lubricant.
- DLC and PVD:
Diamond Like Coatings (DLC) are the hardest of all coatings. These are perfect for extra ductile materials like Aluminum and plastics. The sharp edge enables cutting with a less cutting force. Hence, the workpiece can be cut without deformation or indentation.
Workpiece Material and Shape
Shape of the tools needs to be selected based on the properties of the workpiece material. For instance, soft metals like Aluminum or brass need sharp-edged tools with low rake angles. While hard steels might need carbide or CBN inserts for a flawless machining. Complex shapes like tapers or contours require form tools or custom ground profiles.
Ideal Machining Operation Types
Machining parameters and tooling selection needs adjustments based on the machining operations. For turning, positive rake angles and chip breakers are required, because more focus remains on the material removal rate (MRR). For facing, small nose radius and sharp edges are required which prioritize surface finish. Likewise, parting threading and boring need their own settings for efficient machining.
Conclusion
Perfect tooling choice yields best results in machining. It can cut cost, boost precision, and extend machine life. Tooling choices are based on several factors including, machine's capabilities, workpiece material, quality requirements and cost effectiveness. We provide a wide range of CNC custom machining services. Feel free to request a quote or consultation.
FAQs
What nose radius gives the best finish on aluminum?
A nose radius of 0.4mm is good small parts and 0.8mm is good for large section. A large nose radius gives a better surface finish. But if nose radius becomes too large it can cause chatter. A specialist machinist should fine tune it according to the material.
How do I pick the right chip-breaker for 304 stainless?
The chip breaker should be strong with a negative rake angle and narrow width.
What's the best toolholder system for a small CNC lathe?
For small CNC lathe machines, modular quick-change system with insert holders is a good choice. It offers a balance between rigidity and low setup time.
 Renewable CNC Machined Parts: Complete Guide to Green Precision
Renewable CNC Machined Parts: Complete Guide to Green Precision 







