 Tel/WeChat:
Tel/WeChat:  Email:
Email: 
 Home
HomeDrilling EDM Guide: Advantages and Disadvantages

 Published:Nov 20,2024
Published:Nov 20,2024 
The drilling of hard metals like alloyed steel or titanium with conventional drilling methods. But one method can be used which is Electrical Discharge Machining (EDM). The application of EDM deep hole drilling is best for precise holes in metals and conductive materials. EDM services has a wide range of uses and therefore it has become a demanding method over the years. This article will explore all these advantages and limitations, and the method to use in an optimize way of this techniques
What is EDM Drilling?
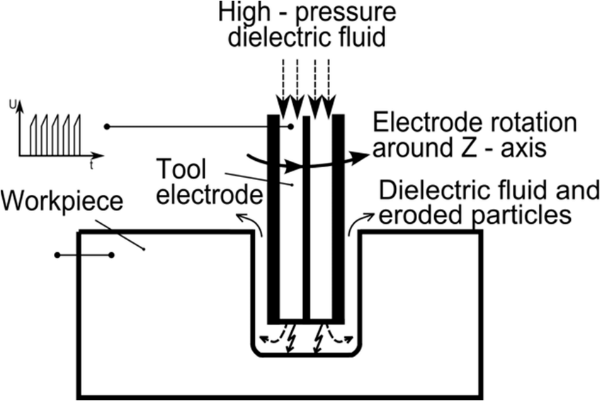
Hole drill EDM machining can create deep micro-holes. The diameters of these holes are 0.065mm with depths up to 1m. A power source is connected to electrode and the workpiece. Normally electrode negatively and workpieces have positives charges. The dielectric fluid then conducts the charge to the workpiece after creating charge builds up on the electrode. It creates a high-temperature spark. It vaporizes and erodes the metal in that zone. Hollow electrode helps the dielectric liquid to flow. This flow along with the electrode rotation stabilizes the EDM process. It also helps in debris removal from the workpiece. The rotated electrode moves down and drills the hole.
What is the Difference Between EDM and Drilling?
EDM drilling can easily pass through the hard material. EDM drilling has high quality holes and consistent results unlike conventional drilling. Normal drilling cannot produce such results and cannot drill hard surfaces.
Prototyping vs Production in EDM Drilling
The major difference between production and prototyping EDM drilling is tolerance and accuracy requirements.
- Prototyping
The wire EDM prototyping has potential to gain accuracy required for complex industries with EDM deep hole drilling tolerance up to ±0.050mm. This can be done by precise control over the drilling depth, machine speed and overall efficient processing.
- Production
EDM drilling has Production requirements of typically of ±0.050 mm, tolerance. The required hole diameters have a range of 0.5-1.5mm.
EDM Drilling Process
EDM drilling uses a small electrode for hole creation in a material. The electrode is made of graphite, brass, Cu or tungsten. Electrodes are hollow tubes and have a flowing dielectric liquid. When electrode and workpiece are close enough, sparks are generated. it can create localized temperatures of 8,000-12,000°C. The sparks have a speed rate of 500-30,000/sec. Dielectric fluid with high pressure is pumped through the center of the hollow electrode. Then this dielectric fluid gets ionized and creates a spark. It erodes the material out of the hole.
Fast hole EDM Drilling
Single vs Multi-Channel Electrodes in EDM Drilling
Single and multi channel electrodes has main difference of type of hole they create and how they perform.
- Single-channel electrodes
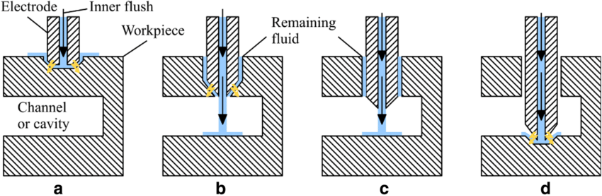
These electrodes create best drilling holes all the way through a material. They are more economical and requires less material to make. The performance of single-channel electrodes is better because of high flow rate of coolant flow rate and better cooling effect and material removal rate.
- Multi-channel electrodes
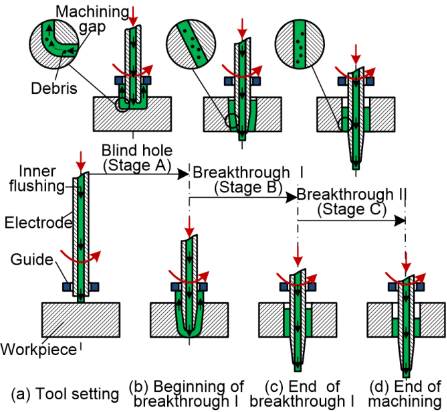
These are best for precession machining because the multi channer increases debris flushing and cooling. It further increases cutting speed and reduces electrode wear. These are designed with internal channels to drill blind holes and burn away excess material at the hole bottom. However, the dimensional accuracy is less due to debris particles accumulation at higher drilling depths.
Controlling Taper in EDM Drilled Holes
To control the in EDM drilled holes use ECM (electrochemical machining) with EDM. It helps to achieve tapered shapes, filleted corner and a better surface roughness. The other way is to use volumetric taper compensation by adjusting variation from programmed sizes and can be made on the EDM data screen.
Role of Dielectric Fluids in EDM Drilling
Dielectric fluid flushes away the vaporized material and stabilizes the electrical discharges. It deionizes water or oil, is delivered by nozzle or electrode tube to drilling zone.

Advantages of EDM Drilling
The hole drilling EDM technique has many benefits.
Fast hole drilling EDM
Precision and Accuracy
It provides a high level of accuracy and precision for very complex parts and designs. The material damage and distortion are minimal due to a non-contact process. It provides consistent and accurate hole dimension.
Machining Hard and Delicate Materials
It can produce holes in a wide range of materials including hard and delicate. Hard materials like hard steel, tungsten carbide, titanium, and ceramics can easily be drilled. Holes can be created with a variety of sizes and shapes which makes it a versatile process for manufacturing.
Disadvantages of EDM Drilling
This process also has some limitations
Slower Processing Time
It is overall a slow process. One hole drilling can take several minutes. And therefore, it not a good option for high-volume production.
Higher Costs Compared to Conventional Drilling
It is relatively an expensive process and takes time to produce parts. It also has high energy consumption.
Common Applications of EDM Drilling
Common applications of EDM cutting are as:
Aerospace Industry Applications
High precession parts are required in aerospace that can withstand extreme conditions. EDM drilling produces cooling holes in turbine blades. It ensured durability and reliability in aircraft components.
Medical Device Manufacturing
Durable and precise parts for implants are one of the primary requirements in the medical industry. Fast hole EDM drilling can produce holes in hard material like titanium and ceramic with high accuracy and consistency of parts.
Automotive Applications
The fast hole EDM drilling can create complex shapes and parts in hard materials with precision and versatility. It can produce high-performance parts for automobiles with tight tolerances and delicate geometries.
EDM Drilling Materials
Common Materials Used in EDM Drilling
EDM drilling can be applied on hard materials like stainless steel 304, 316, 303, titanium, tungsten, hardened steel and Inconel alloys. EDM drilling can be applied on hard materials like stainless steel 304, 316, 303, titanium, tungsten, hardened steel and Inconel alloys. Material selection is important because it can significantly impact the hole quality overall efficiency of the machining process. Electrode and workpiece polarity has a high impact on material removal rate and surface roughness.
Specialized Materials for Fine Hole EDM Drilling
The specialized materials for micro-hole EDM drilling are Tungsten cemented carbide (WC-Co), High speed steel (HSS) and Solid flute tungsten carbide drill bit.

Fine Hole EDM Drilling Capabilities
Achieving Micro Diameter Holes
Laser beam drilling (LBD) is the most method of non-contact technique that can create micro diameter holes in a variety of materials.
Complex Geometries and Deep Hole Drilling
Fine hole EDM drilling can effectively create micro holes in complex geometries. Dielectric liquid allows to maintain cool workplace and removes debris.
Minimizing Heat-Affected Zones in EDM Drilling
The material removal in micro-hole EDM is done by electrical discharges. Therefore, the heat transfer is minimal to the workpiece. This results in a small heat-affected zone and has a low risk of material distortion.
EDM Drilling vs Wire EDM vs Sinker EDM
Comparison of EDM Variants
|
Difference |
EDM Drilling |
Wire EDM |
Sinker EDM |
|
Parts |
For small, deep holes |
Intricate parts and detailed external contours |
Complex 3D shapes |
|
Precision |
High precisions in EDM cutting |
More than EDM drilling |
Higher precession |
|
Ease of use |
Time taking and a longer process |
Easy to use and less time taking |
Same as EDM drilling |
|
Electrode |
Comple electrode shape |
Thin metal wire |
Custom shaped electrode |
|
Materials |
Hardened steel, titanium, tungsten, ceramics |
Copper, aluminum, brass, molybdenum, composite wires |
Conductive materials |
When to Use EDM Drilling vs Other EDM Types
EDM drilling is used to make precise and complex shaped holes. Wire EDM is used to make extrusion tools and punches and dies, and thick shapes. Sinker EDM is used to make complex 3d parts.

Advantages of Working with Tuofa China for EDM Drilling
Tuofa China offers EDM services in a combination of efficient process by high-speed CNC EDM drill machines and have extremely precise control over drilling depth and quality of holes. More information: https://www.tuofa-cncmachining.com/
Overview of Tuofa’s EDM Drilling Capabilities
- State-of-the-Art Equipment:Tuofa is equipped with modern EDM machines capable of handling a wide range of applications.
- Experienced Team:Our team of skilled engineers and technicians has extensive experience in EDM drilling.
- Quality Assurance:We adhere to strict quality control standards to ensure the precision and accuracy of our work.
- Customization:We can tailor our EDM services to meet your specific requirements and specifications.
How to Get Started with Tuofa’s EDM Drilling Services
- Contact Information:Provide easy access to Tuofa's contact details.
- Inquiry Process:Outline the steps involved in requesting a quote or placing an order.
- Consultation:Offer to provide consultation services to help customers determine the best EDM solution for their needs.
Contact Information and Inquiry Process
- Website:https://www.tuofa-cncmachining.com/
- Email: info@tuofa-cncmachining.com
- Phone:+86 13713980135
By choosing Tuofa China for your EDM drilling needs, you can benefit from our expertise, quality workmanship, and commitment to customer satisfaction.
 EDM Machining Working Principle: 3 Types and Applications
EDM Machining Working Principle: 3 Types and Applications 







