 Tel/WeChat:
Tel/WeChat:  Email:
Email: 
 Home
HomeTrochoidal Milling: Principles, Parameters, and Best-Use Cases

 Published:May 21,2025
Published:May 21,2025 
The machining technique, trochoidal milling, is used to obtain high material removal rate and enhanced tool-life. This technique facilitates creating holes, slots with diameter larger than cutting tool’s diameter. In this article, we will learn more about this milling technique to get the information for best tooling for carrying out trochoidal milling operation on different materials and machines.
What Is Trochoidal Milling?
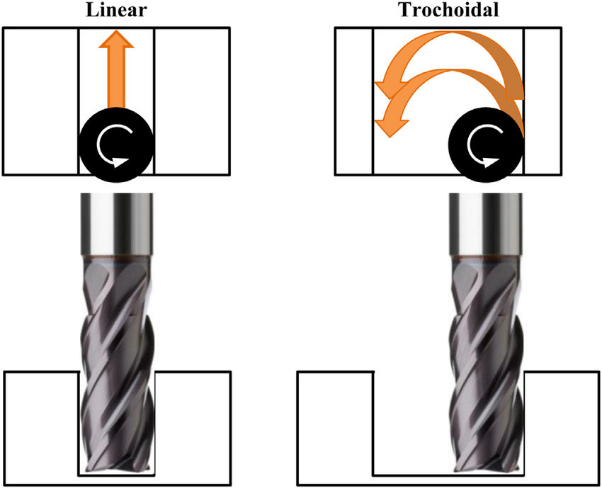
It is a CNC dynamic milling method to form a series of overlapping circular cuts via spiral tool path. This technique is best for high-speed machining, large material removal volume, and for hard-to-machine materials. The fundamental principle of this CNC milling machine is intermittent tool contact, high axial cutting depth and low cutting forces.
Trochoidal milling vs conventional milling
Definition & Basic Idea
Trochoid comes from a Greek word "trochos," meaning "wheel" This implies round like wheel or wheel shaped to describe a particular curve created by circle rolling along a line. The basic idea of Trochoidal milling is using high axial and low radial depth of cut to reduce the tool wear and heat with the maximum material removal.
Trochoidal Milling vs. Conventional Milling
Trochoidal milling uses spiral tool path not straight or conventional path for material removal. The dynamic milling ensures low heat and cutting forces. Radial depth of cut means cutter engaged with workpiece is limited in a small area and high axial depth of cut ensures high material removal rate. The trochoidal wave reduces the tool wear, increasing tool life as compared to conventional milling.
Trochoidal Milling
Conventional Milling
How a Trochoidal Toolpath Works
A detailed breakdown for the working of trochoidal tool path is given below:
Programming Trochoidal Paths in CAM
CAM software defines the parameters of trochoidal path like feed rate, tool entry and exit area and depth of cut. These parameters are modified according to material selection, desired surface finish and machine tool capabilities.
Circular Entry & Continuous Arc Motion
The toolpath uses a circular entry and exit, minimizing the load on tool, especially when working with sharp corners. A continuous arc motion is maintained and the tool cuts into the workpiece continuously. The trochoidal wave allows for efficient chip evacuation and prevents buildup.
Constant Chip-Thickness Cutting
This milling operation aims for an even chip thickness throughout the cut and reduces cutting forces. It is attained by controlling the radial depth of cut and feed rate. The smaller arc of engagement in trochoidal milling gives higher process stability.
Heat Evacuation & Chip Fling-Out
The spiral and continuous motion of tool path allows for high heat evacuation from cutting area. And low radial depth of cut and same chip thickness promotes better chip formation and removal and results in a clean cut.
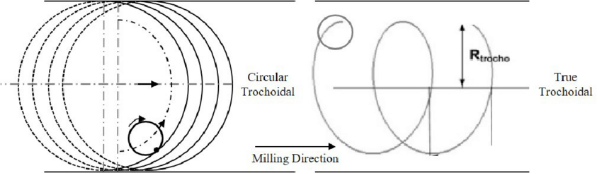
Trochoidal milling tool path
Advantages and Drawbacks
The pros and cons of trochoidal milling are discussed in the following section.
What Is the Advantage of Trochoidal Milling?
Trochoidal milling has many benefits over traditional milling methods and these are:
- It offers high material removal rate by faster cutting forces and deeper cut than traditional milling
- It provides longer cycle times and higher productivity
- Tool life is longer due to less heat and stress on tool and spiral path.
- Dynamic milling is cost-effective in terms of less downtime for tool changes
- Efficient chip evacuation prevents chip recutting and other chip-related issues
- Better surface finish of workpiece due to intermittent cutting action and low heat generation.
What Is the Disadvantage of Trochoidal Milling?
There are some drawbacks associated with Trochoidal Milling.
- It requires specialized CAM software and programming skills to generate complex tool paths.
- Limited applicability because not all CNC machines have trochoidal motion or are dynamic milling which is essential for this operation.
- Constant radial motion is good for tool life and material removal but can cause wear and tear on the CNC machine's ballscrews and slideways.
When Trochoidal Milling Makes No Sense
There are certain applications when trochoidal motion or dynamic milling is not suitable. It is not effective for wide-open face milling, soft materials and shallow pockets because these scenarios do not fully utilize its strengths of low tool wear and high material removal rate. Conventional milling is more suitable for these situations.
Key Trochoidal Cutting Parameters
To understand the key Trochoidal cutting parameters, Inconel 718 is considered as an example.
Optimal Stepover (ae)
A stepover (ae) of 10% of the tool diameter is advised for Inconel 718. It controls the cutting forces and offers good surface finish.
Feed-per-Tooth & RPM Ranges
A good starting point for Inconel 718, 0.1mm of feed-per-tooth is suitable. It is adjusted according to specific tool and machine capabilities.
A normal RPM range for Inconel 718 is 1000-6000 RPM and can be adjusted based on the specific tool and material being machined.
Engagement Angle Calculator Tips
It is angle of tool's cutting edge that is engaged in the material at any given time. It is calculated by:
Engagement Angle = (2 * Arc of Contact) / (Tool Diameter).
The distance, a tool travels along the circumference of part in a single cycle is the arc of contact.
Quick Formula for Slot Width ≤½ × Tool Ø
A quick formula to determine an appropriate tool diameter for slot widths ≤ ½ × Tool Ø is by calculating the maximum tool diameter based on the slot width and desired stepover.
Link to Free Online Feed/Speed Tools
For a free online tool to calculate these cutting parameters, try the free tool Hoffmann Group Machining Calculator.
Tooling & Machine Requirements
The tooling and machine requirements are the selection of specialized tools and machines for milling that uses a circular tool path with varying radii
Recommended End-Mill Geometries
Consider using solid carbide end mills with high-performance coating for optimal milling results with at least 5 flutes, and vibration-inhibiting features. Machine must have dynamic motion features and specialized CAM software.
Tool Holders & Vibration Control
Vibration control is essential for good surface finish, tool life, and better process stability in trochoidal milling. Tool holders with hydraulic chucks and shrink fit systems are popular choices. These reduce vibration and improve cutting parameters when used along with vibration-damped tool holders.
Machine Must-Haves:
For trochoidal milling machine, "High-Speed Look-Ahead" and "HP Coolant" are important elements. High-speed look-ahead helps to predict the next cut in machine and optimizes efficiency and tool life. High-pressure (HP) coolants are best for tool safety, effective heat dissipation and chip removal.
Best Application Scenarios
Trochoidal milling has many applications. Some of the bests are listed below
Deep Slots and Pockets in Steel & Inconel
It is suitable for machining deep slots and pockets because it maintains low radial depth of cut while attaining high axial depth of cut. This reduces tool wear and maximizes tool life in dealing with tough materials like Inconel or titanium. It also has faster material removal rates and is an efficient alternative to using indexable milling tools in specific applications.
Micromachining Thin Walls
It can be used for micromachining thin walls by using smaller diameter tools. Smaller tools are delicate and trochoidal milling generating low heat helps in reducing and the risk of tool breakage
Roughing Hard or Heat-Treated Materials
It is a powerful machine for roughing operations, especially for hard or heat-treated materials. It can maintain low engagement angles and minimum tool wear makes it a well-suited option for materials that are hard-to-machine conventionally.
Trochoidal Turning for Lathe Grooves
Trochoidal turning is a variation of trochoidal milling and utilized for grooving on lathes. It has advantages with low cutting forces and the ability to machine difficult-to-machine materials. It is utilized for longitudinal and face turning, and radial and axial grooving.
Troubleshooting & Quick Fixes
Trochoidal milling can sometimes encounter issues of high tool wear, poor chip evacuation, and vibration marks. The quick fixes are:
Excessive Tool Wear
Lowering the engagement angle reduces the forces applied to tool and thus reducing wear. Adjusting cutting speed and tool coating also enhances the wear resistance of tool. Cutting speed if too high or too low makes the tool wear worsen
Poor Chip Evacuation
Using air blast or mist can evacuate chips and minimize friction and prevent chips clogging. Use tools with features like chip breakers or high helix angles that are designed for better chip evacuation in deep pockets or slots.
Vibration Marks
Variable helix tools reduce vibration by scattering the cutting forces evenly and slower feed rate also reduces vibration.
Conclusion
Trochoidal milling is a CNC machining method that utilizes a spiral tool path for material removal in a series of overlapping circular cuts. It is well-suited for high-speed machining, deep slots, and hard materials. Using low radial depth of cut (RDOC) and high axial depth of cut (ADOC) can reduce the cutting forces, heat generation and improve tool life in trochoidal milling machines. It is used for hard-to-machine materials, 3D curved cavities, non-ferrous materials, deep slots and vibration-sensitive applications.
FAQs
When to use trochoidal milling?
Trochoidal milling is best for machining tough materials, deep slots, or complex freeform surface.
Does trochoidal milling work on aluminum?
Yes, it works effectively on aluminum and for roughing operations, where a high metal removal rate is required
Can I retrofit older CNCs for trochoidal paths?
Yes, you can retrofit older CNC machines for trochoidal paths. It allows machines to have advanced features like having a spiral tool path for roughing operation.
 Turbocharger Impeller CNC: From Design to Machining
Turbocharger Impeller CNC: From Design to Machining 







